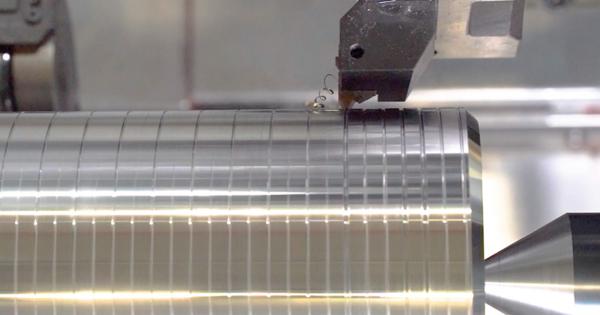
I denne video viser vi, hvordan vi løser et almindeligt problem ved bearbejdning af ST52-materiale: dannelsen af lange spåner, der er svære at bryde.
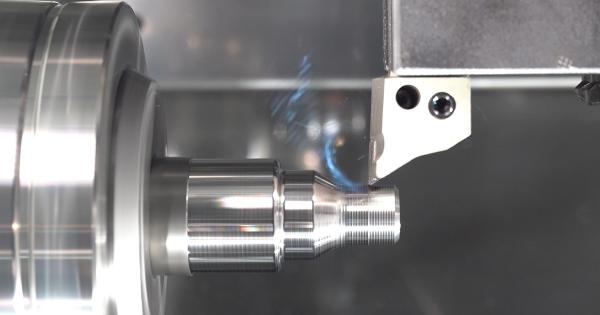
Emnet er en adapter som bruges til at forbinde trækstangen på vores CMZ-drejemaskiner med drejepatronen, så bakkerne kan åbnes og lukkes. Uden kontrolleret spånbrydning bliver automatiseringen med Gantry Loader kompliceres. Takket være oscillerende skæring til gevindskæring, kan vi fjerne spånsammenfiltring og holde produktionen flydende.
Hvad er oscillerende skæring til gevindskæring?
Oscillerende skæring til gevindskæring (OCT) er en bearbejdningsfunktion, der bruger sinusformet oscillation af en servoakse til at lette spånbrydning ved gevindskæring.
Denne teknik gør det muligt at beholde G76-gevindcyklussen og undgå den komplekse programmering, som andre CAM-løsninger eller værktøjsproducenter kræver.
Hvordan fungerer oscillerende skæring ved gevindskæring (OCT)?
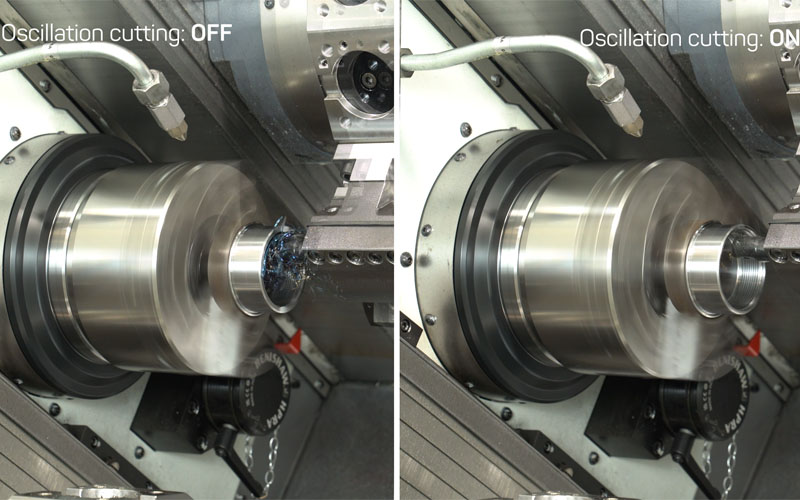
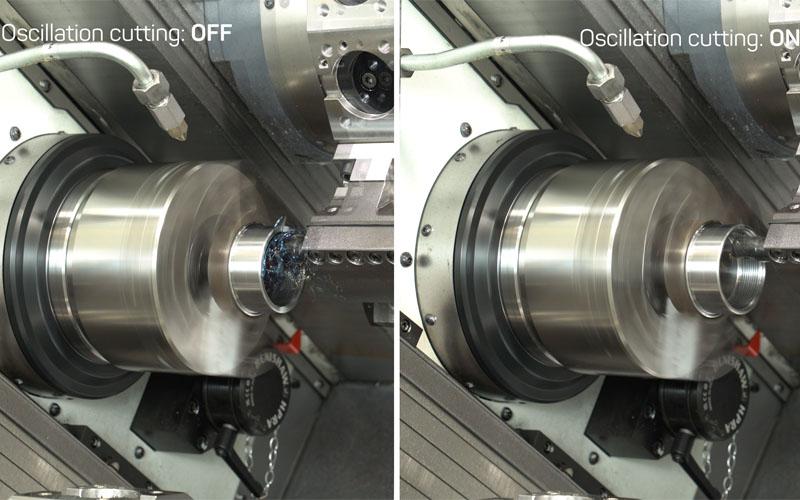
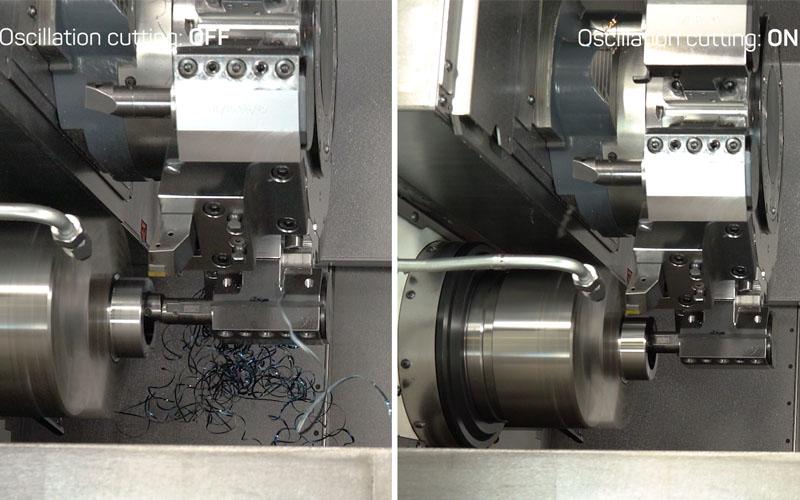
Mens X-aksen oscillerer i skæreretningen, synkroniseres værktøjsbevægelsen med spindlens rotation. Herved foretages et snit i fri luft, så spånerne brydes kontrolleret.
Derfor kombinerer cyklussen to typer bearbejdningspas:
- Oscillerende bearbejdningspas på X-aksen.
- Retlinjet bearbejdningspas: værktøjet møder disse områder uden materiale, og spånerne brydes kontrolleret.
Hvorfor er spåneophobning et problem ved gevindskæring på en CNC-drejebænk?
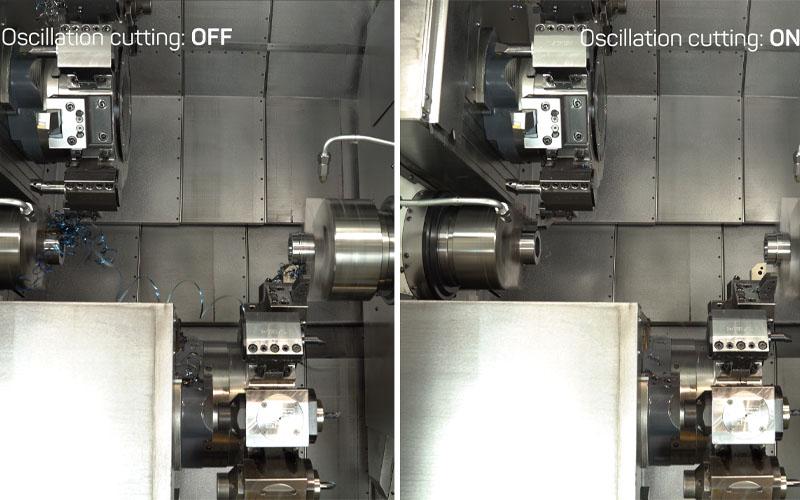
Når spånerne ikke brydes under drejning, rilleskæring eller gevindskæring, dannes der fuglereder som:
- De forstyrrer indlæsning, udlæsning og overførsel af emnet.
- De kan forårsage værktøjsbrud.
Det er afgørende at undgå dette problem, især i automatiserede processer.
Hvordan programmeres oscillerende skæring til gevindskæring?
Det er meget enkelt: du skal blot aktivere indstillingen med en G-kode før gevindcyklussen og deaktivere den bagefter. ISO G76-cyklussen kan anvendes.
Hvad er forskellen mellem oscillerende skæring til gevindskæring og andre spånbrudsløsninger ved gevindskæring?
- Oscillerende skæring til gevindskæring: gør det muligt at bruge standardcyklussen G76 uden ekstra programmering.
- Andre løsninger (CAM eller værktøjer): kræver komplekse værktøjsbaner for at generere bearbejdning "i fri luft", hvilket øger kompleksiteten og risikoen for fejl.
Fordele og overvejelser ved oscillerende skæring til gevindskæring
Fordele:
- Kontrolleret spånbrud i vanskelige materialer.
- Sikker automatisering med Gantry Loader.
- Bevarer G76-standardcyklussen.
Overvejelser:
- Antallet af gennemløb fordobles, men stop på grund af lange spåner elimineres.
Med oscillerende skæring til gevindskæring, CNC-drejeoperationer opnår et højere niveau af effektivitet, sikkerhed og automatisering. I vores video kan du se, hvordan denne teknik gør det muligt at bearbejde ST52 uden problemer med spåner, hvilket optimerer tid og ressourcer i dit værksted.
Derudover kan du downloade vores tekniske dokument med programmeringstips for at få mest muligt ud af denne funktion.