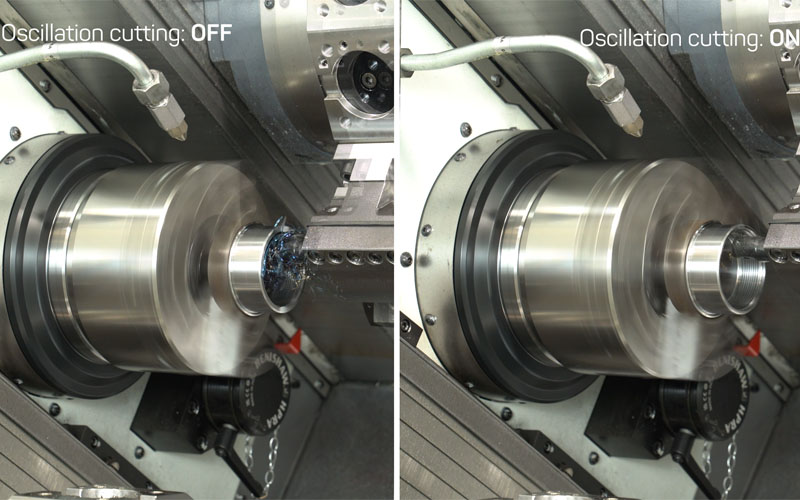
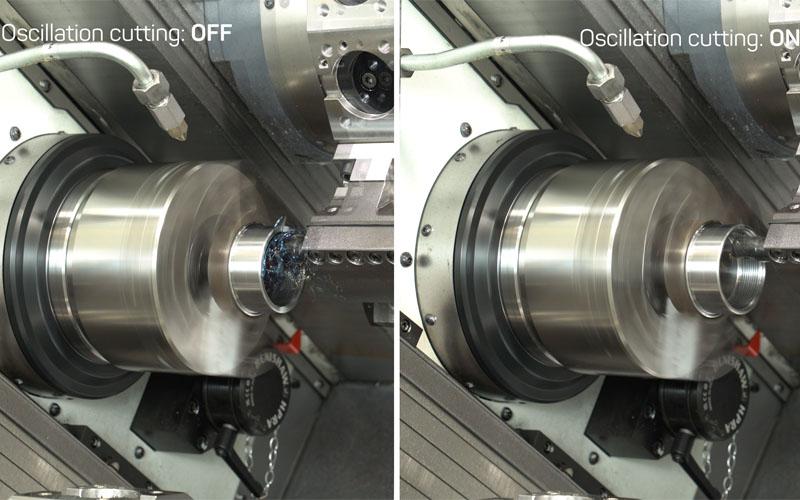
In questo video mostriamo come risolvere un problema comune nella lavorazione del materiale ST52: la generazione di truciolo lungo e difficile da rompere.
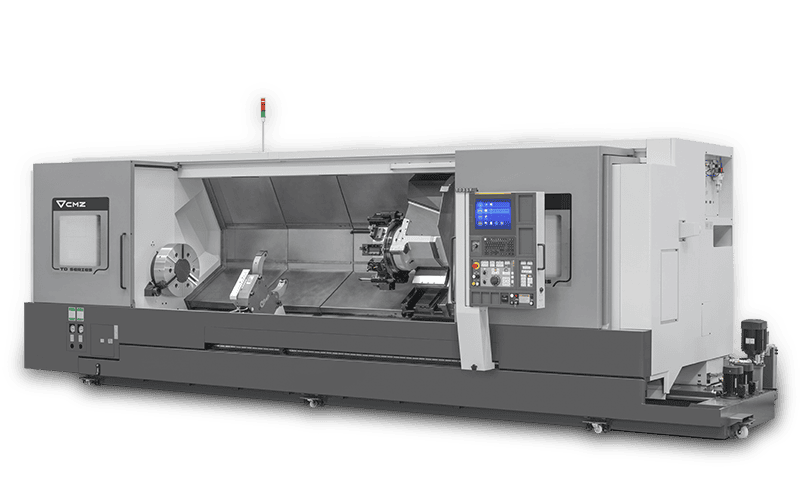
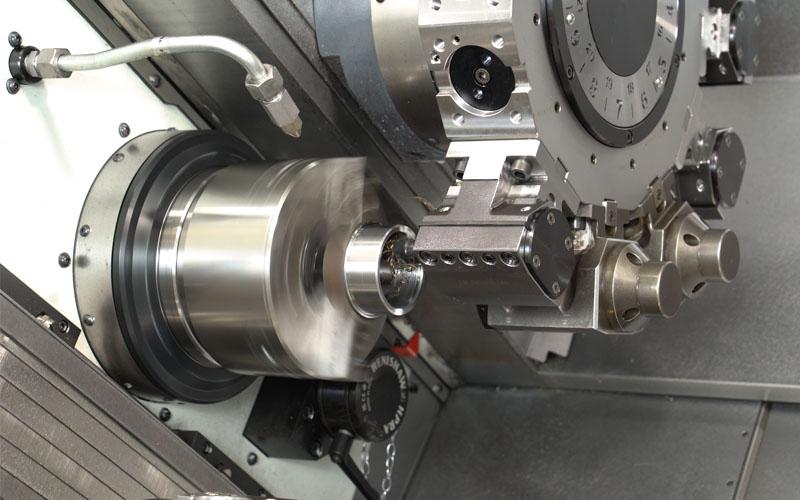
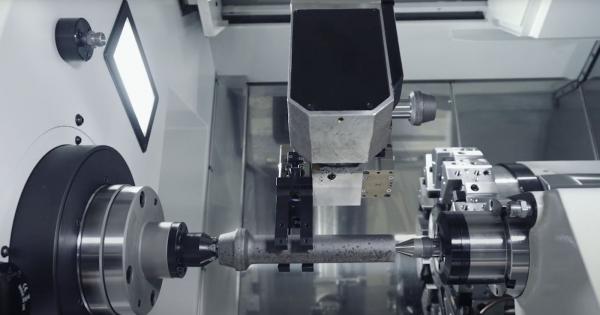
Il pezzo è un adattatore che si utilizza per collegare il tirante dei nostri torni CMZ al mandrino, permettendo di aprire e chiudere le ganasce. Senza una rottura controllata del truciolo, l'automazione mediante Gantry Loader si complica. Grazie al taglio a oscillazione per filettatura, riusciamo a eliminare i grovigli e a mantenere la produzione fluida.
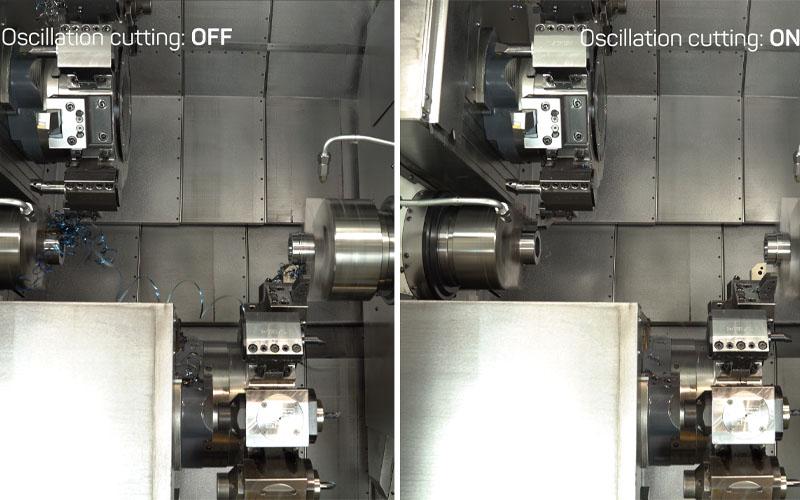
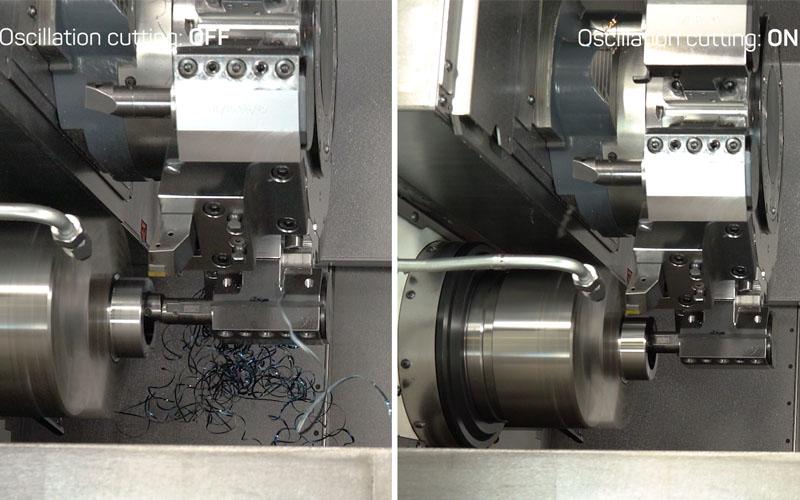
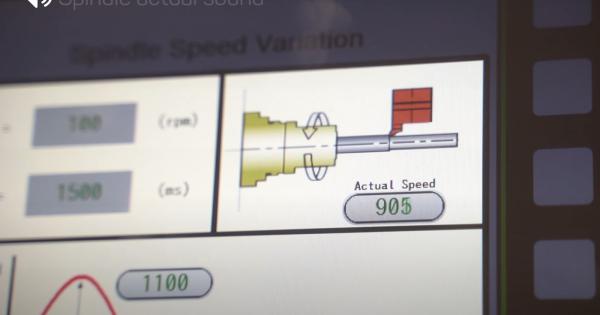
Il taglio a oscillazione per filettatura (OCT) è una funzione di lavorazione che utilizza l'oscillazione sinusoidale di un asse servocomandato per agevolare la rottura del truciolo nella filettatura.
Questa tecnica consente di mantenere il ciclo di filettatura G76, evitando la programmazione complessa richiesta da altre soluzioni CAM o dai costruttori di utensili.
Mentre l'asse X oscilla nella direzione di taglio, il movimento dell'utensile si sincronizza con la rotazione del mandrino. In questo momento si verifica un taglio a vuoto, facendo sì che il truciolo si spezzi in modo controllato.
Pertanto, il ciclo combina due tipi di passata:
Quando i trucioli non si spezzano durante la tornitura, scanalatura o filettatura, si formano matasse che:
Evitare questo problema è fondamentale, soprattutto nei processi automatizzati.
È molto semplice: basta attivare l'opzione con un codice G prima del ciclo di filettatura e disattivarla dopo. Si può utilizzare il ciclo ISO G76.
Vantaggi:
Considerazioni:
Con il taglio a oscillazione per filettatura, le lavorazioni sui torni CNC raggiungono un livello superiore di efficienza, sicurezza e automazione. Nel nostro video puoi verificare come questa tecnica consenta di lavorare lo ST52 senza problemi di truciolo, ottimizzando tempi e risorse nella tua officina.
Inoltre, scarica il nostro documento tecnico con consigli di programmazione per sfruttare al massimo questa funzionalità.

Scopri tutti i suggerimenti di programmazione con questo scaricabile gratuito








La comparsa di vibrazioni durante la tornitura provoca una finitura superficiale scadente e abbrevia la vita degli utensili. È un effetto da evitare a tutti i costi, ma non sempre è facile. La forma geometrica del componente ci può costringere a lavorare con grandi sporgenze, pareti molto sottili,…

Il materiale è una parte importante del costo del pezzo. Per evitare di perdere anche la minima quantità di materiale nella troncatura, le lame solitamente sono sottili e lunghe, il che comporta vibrazioni e una cattiva qualità superficiale in alcuni casi. L'unica soluzione per ridurre al…
Soluzioni offrire per automatizzare il processo di lavorazione degli alberi. Il nostro sistema di caricatori a portale Gantry GL20II combinato con il Workstocker WS700 per alberi consente alle macchine di funzionare in piena autonomia. Puoi caricare diversi pezzi fino a 700 mm in ogni fila. Gestire il…

La formazione del truciolo è uno degli aspetti più delicati in molti processi di lavorazione meccanica. Trucioli lunghi e che si attorcigliano sono tipicamente formati durante la tornitura per le condizioni di taglio costanti. Questa criticità richiede accorgimenti durante il processo come la modifica…
Il nostro reparto applicazioni può analizzare in dettaglio il processo da eseguire e offrirti uno studio del pezzo aiutandoti a ridurre i tempi di ciclo.
Sospettiamo che tu non abbia trovato quello che stai cercando. Abbiamo grandi idee per i nostri prossimi video applicativi, ma ci manca qualcosa di fondamentale per realizzarli ...