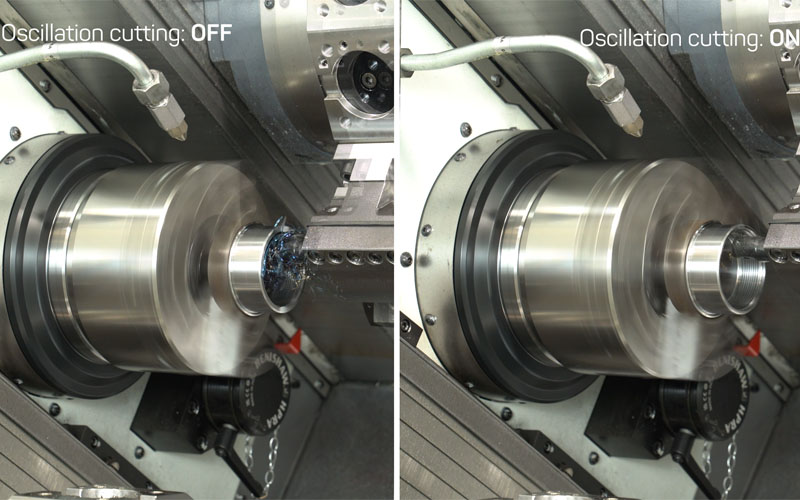
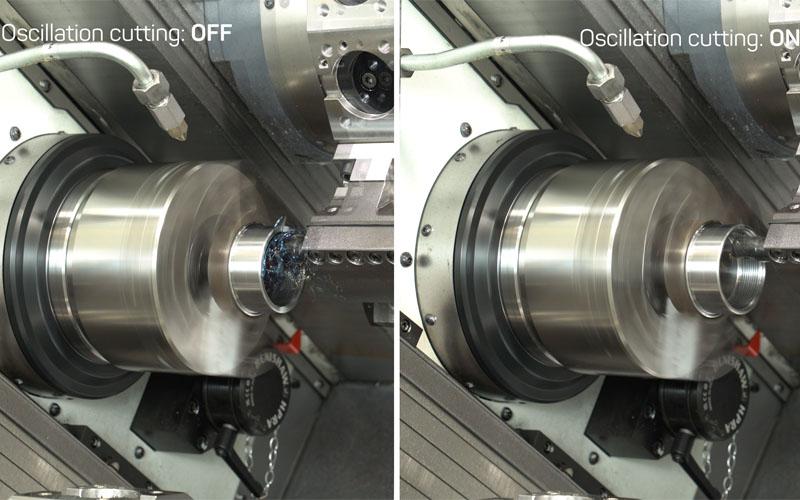
In diesem Video zeigen wir, wie ein häufiges Problem bei der Zerspanung des Werkstoffs ST52 gelöst wird: die Bildung von langen, schwer brechbaren Spänen.
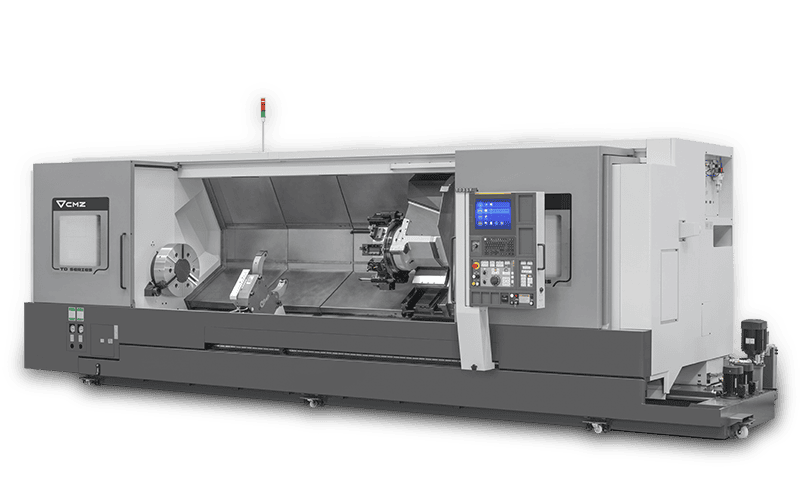
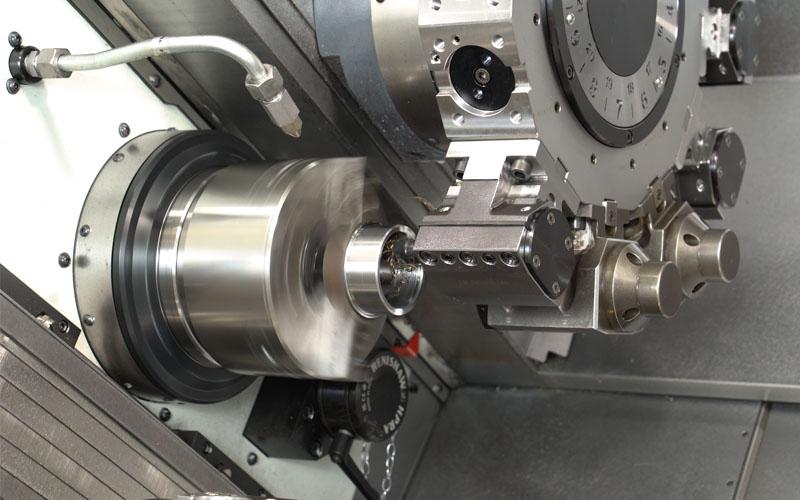
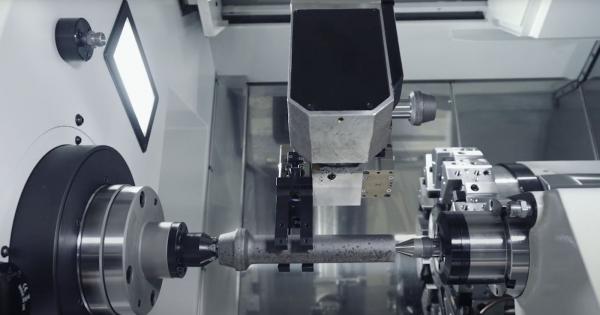
Es handelt sich um einen Adapter, der dazu dient, die Zugstange unserer CMZ-Drehmaschinen mit dem Futter zu verbinden und so das Öffnen und Schließen der Backen zu ermöglichen. Ohne kontrollierten Spanbruch wird die Automatisierung mittels Gantry Loader erschwert. Dank des Oszillationsschnitts beim Gewindeschneiden können wir Späneknäuel beseitigen und einen reibungslosen Produktionsfluss sicherstellen.
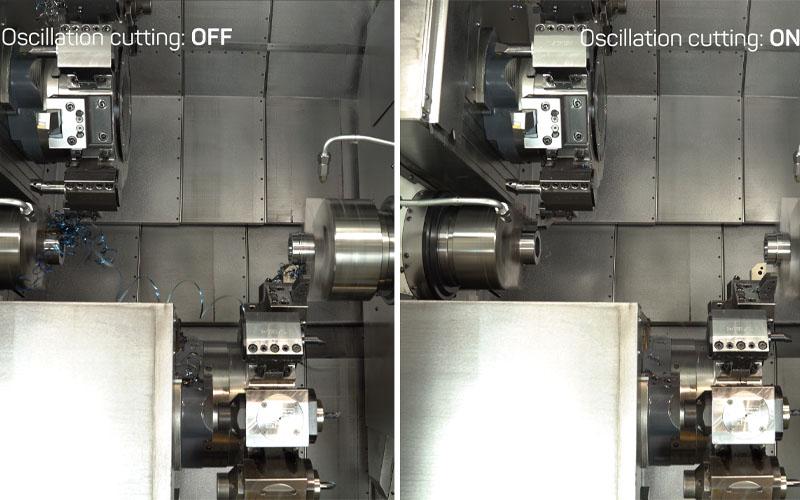
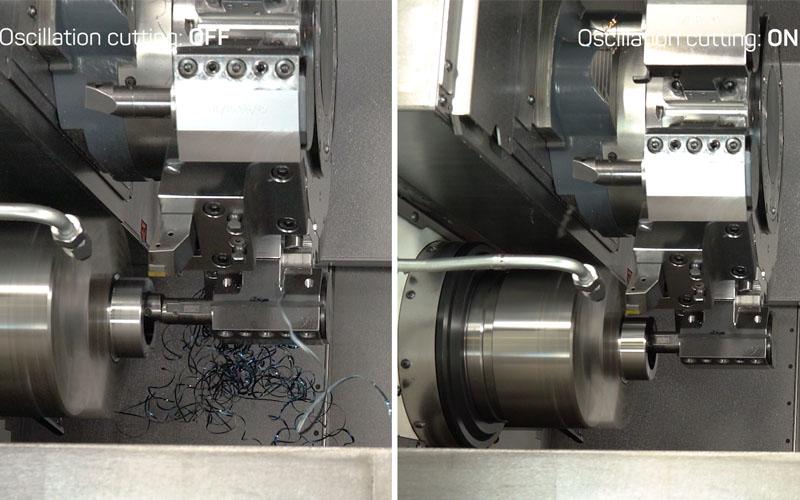
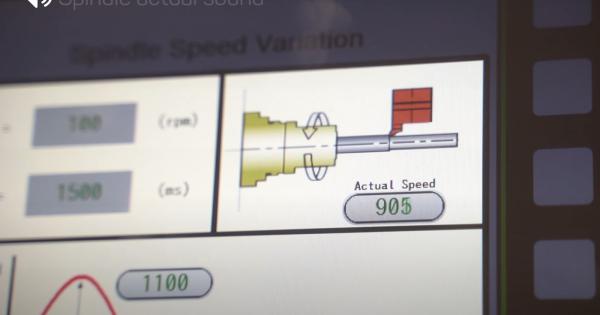
Der Oszillationsschnitt beim Gewindeschneiden (OCT) ist eine Bearbeitungsfunktion, die die sinusförmige Oszillation einer Servoachse nutzt, um den Spanbruch beim Gewindeschneiden zu erleichtern.
Diese Technik ermöglicht, den Gewindeschneidzyklus G76 beizubehalten, und vermeidet die komplexe Programmierung, die andere CAM-Lösungen oder Lösungen von Werkzeugherstellern erfordern.
Während die X-Achse in Schnittrichtung oszilliert, wird die Werkzeugbewegung mit der Spindelrotation synchronisiert. Dabei entsteht ein Luftschnitt, wodurch die Späne kontrolliert brechen.
Daher kombiniert der Zyklus zwei Arten von Durchgängen:
Wenn Späne beim Drehen, Stechen oder Gewindedrehen nicht brechen, bilden sich Späneknäuel, die:
Die Vermeidung dieses Problems ist entscheidend, insbesondere in automatisierten Prozessen.
Es ist ganz einfach: Man muss die Option nur mit einem G-Code vor dem Gewindezyklus aktivieren und danach wieder deaktivieren. Der ISO-Zyklus G76 kann verwendet werden.
Vorteile:
Hinweise:
Mit dem Oszillationsschnitt beim Gewindedrehen, erreichen Dreharbeiten an CNC-Drehmaschinen ein höheres Maß an Effizienz, Sicherheit und Automatisierung. In unserem Video können Sie sehen, wie diese Technik die Bearbeitung von ST52 ohne Spanprobleme ermöglicht und Zeit und Ressourcen in Ihrer Werkstatt optimiert.
Laden Sie außerdem unser technisches Dokument mit Programmierhinweisen herunter, um das Beste aus dieser Funktion herauszuholen.

Entdecken Sie alle Programmiertipps mit diesem kostenlosen Download








Das Auftreten von Vibrationen während des Drehens führt zu einer verringerten Oberflächenqualität und verkürzt die Lebensdauer von Werkzeugen. Hierbei handelt es sich um einen Effekt, den es um jeden Preis zu vermeiden gilt, was jedoch nicht immer einfach ist. Die Geometrie des Bauteils bedarf…

Die Materialkosten sind ein erheblicher Teil an den Gesamtkosten des Werkstücks. Um den Materialverlust durch das Abstechen zu minimieren, werden üblicherweise dünne, lange Werkzeuge verwendet, was in manchen Fällen zu Vibrationen und minderer Oberflächenqualität führen kann. Die einzige Möglichkeit,…
Sehen Sie welche Lösungen Ihnen CMZ anbieten kann, um Ihre Wellenbearbeitung zu automatisieren. Unser GL20II-Portallader-System kombiniert mit dem WS700-Werkstückträger für Wellen ermöglicht es Ihnen, die Maschinen unbemannt fertigen zu lassen. Pro Zeile können Sie Werkstücke bis zu 700mm bevorraten…

Einer der kritischsten Aspekte in vielen Fertigungsprozessen ist die Entstehung von Spänen. Lange und verwickelte Späne entstehen hauptsächlich in Drehbearbeitungen mit konstanten Schnittbedingungen. Dieser Umstand erfordert Veränderungen, um den Prozess sicherer zu gestalten – die dafür nötigen…
Unsere Anwendungsabteilung kann den durchzuführenden Prozess detailliert analysieren und Ihnen eine Zeitstudie anbieten, die Ihnen hilft, die Zykluszeiten zu verkürzen.
Wir vermuten, dass Sie nicht gefunden haben, wonach Sie suchen. Wir haben großartige Ideen für unsere nächsten Applikationsvideos, aber uns fehlt etwas Grundlegendes, um sie zu realisieren ...