
BIGLIA B465 VS. CMZ TTL
TECHNICAL SPECIFICATION COMPARISON
-
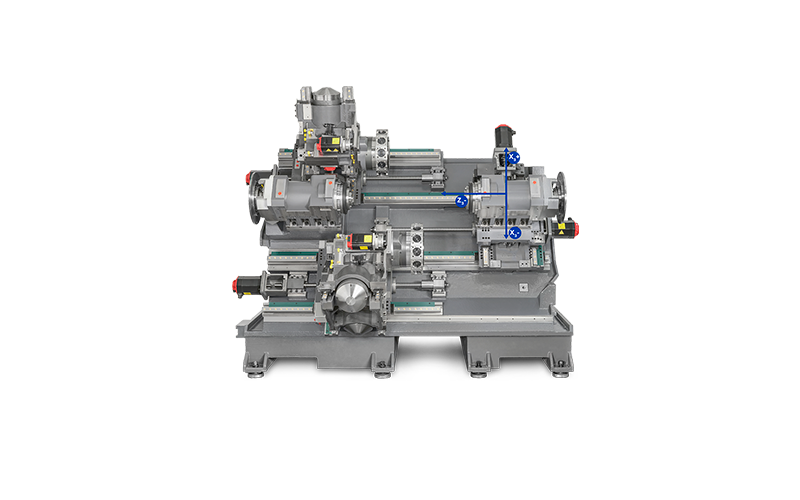
B465
DUAL SPINDLE CNC LATHE, ONE OR TWO TURRETS WITH DRIVEN TOOLS AND/OR Y AXIS - Ø70 BAR PITCH (INSIDE DIAMETER OF DRAWBAR)
- Spindle and sub-spindle with belts
- Belts between X and Y axis motors and ballscrew
- Turret with driven tools at 4,000 rpm, 4.7 kw
- No tilstock available
- It is not possible to work with 3 tools simultaneously (just 2 channels)
- Y Axis movement -40 +50 mm
-
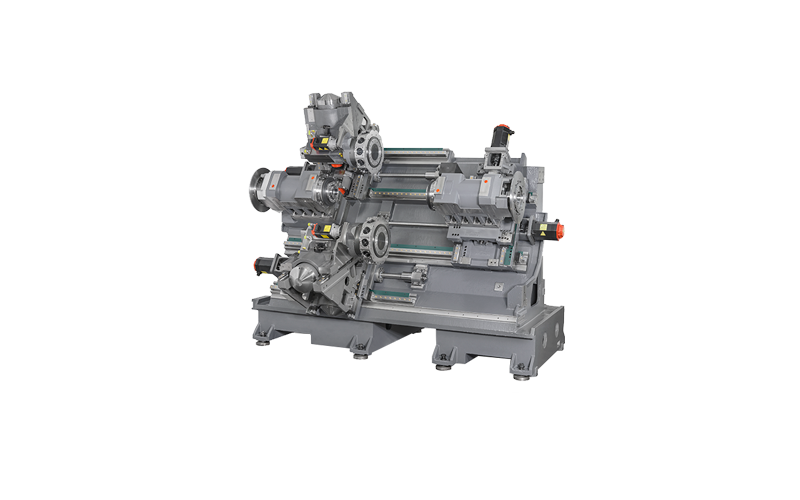
CMZ TTL-66
ALLOWS SIMPLER CONFIGURATIONS (EVEN WITHOUT DRIVEN TOOLS). - Ø52 and Ø66 BAR PITCH (INSIDE DIAMETER OF DRAWBAR)
- Spindles with integrated synchronous motors, with no belts, and oil cooled
- X and Y axis ballscrews directly driven without belts
- Turret with driven tools at 12,000 rpm, 14 kw, 42 Nm
- Optional tailstock
- It is possible to work with 3 tools simultaneously (3 channels)
- Y Axis movement ±45 mm
BIGLIA B465 VS. CMZ TTL
DO YOU WANT TO ACCESS THE FULL TECHNICAL DETAILS?
MULTI-TURRET LATHE FOR BAR TURNING

TTL-66-66-T1Y-T2Y

TTL-52-52-T1M-T2M+GL20
FOR FLANGES AND SHAFTS UP TO 10 KG.
SUBSPINDLE WITH X3 AXIS
ALLOWS TO WORK WITH 3 TOOLS AND TAILSTOCK
MACHINES WITH NO BELTS
(8 INTEGRATED MOTORS)
COMPARE BIGLIA B465 WITH CMZ TTL
DISCOVER THE MAIN DIFFERENCES BETWEEN THESE BAR TURNING LATHES
Both Biglia B465 and CMZ TTL are machines designed for manufacturing the same type of parts, so it could be surmised that they are lathes that compete with each other. However, once we start analysing their technical performances, we find many differences.
CMZ’s TTL has 8 integrated motors, all of them completely oil-cooled, in order to drive the spindles, X and Y motors, and the driven tools. The Biglia B465 has belts in both spindles and in the X and Y movements of the lower turret.
In terms of performance, Biglia B465 lacks of an X3 axis. CMZ’s TTL allows X3 movements in the sub-spindle. This feature allows:
- To use 3 tools working simultaneously, each tool governed by a different program which is running on a different channel. Biglia B465 has 2 channels, so it can only run 2 programs, and lacks of X3 movement in the sub-spindle.
- To incorporate a tailstock attached to the sub-spindle. In the TTL, it is possible to machine between the spindle and the tailstock while the lower turret finishes the part in the sub-spindle. Biglia B465 doesn’t have this functionality.
- The X3 movement in the sub-spindle reduces significatively the interferences between turrets, as it shifts the lower turrets allowing the use of very long components and drills. The Biglia B465 model doesn’t allow this option.
CMZ TTL IN ACTION


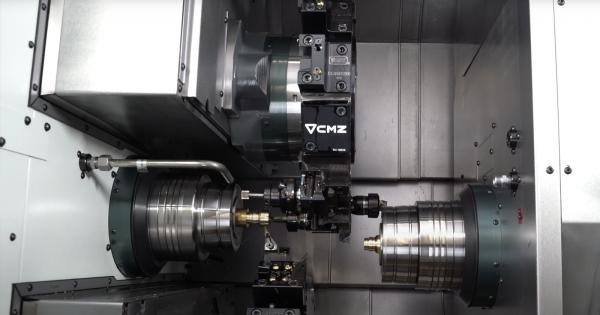

GET TO KNOW IN DEPTH ALL THE FUNCTIONALITIES OF THE TTL SERIES








WE ARE CMZ
LEADING EUROPEAN CNC LATHE MANUFACTURER
CMZ is a family business with an international dimension and more than 75 years of history. We manufacture the vast majority of the parts that make up our lathes in the more than 32.000 m2 of floor space that compose our manufacturing plants.
Our team of more than 450 people, 4 European subsidiaries and the 11 international distributors, make possible for us to deliver an average of 3 powerful, precise and reliable lathes per day, manufactured with great care at every stage of productive process. Machines with a life cycle of more than 20 years at the service of more than 4.500 customers who are already #turningtheworld with us.
OUR MANUFACTURING PLANTS
THE POWER OF A MANUFACTURER
CENTRAL SERVICES
Zaldibar - Spain
MACHINING PLANT
10.000m2 | Mallabia - Spain
SHEET METAL PLANT
15.000m2 | Cádiz - Spain
ASSEMBLY PLANT
10.000 m2 | Mallabia - Spain
MACHINING PLANT
4.900m2 | Elorrio - Spain
MACHINING PLANT
970m2 | Elorrio - Spain
ASSEMBLY PLANT FOR ELECTRICAL CABINETS
1.250m2 | Zaldibar - Spain
32.000 m2
CMZ has 8 manufacturing centres including assembly plants, machining, sheet metal plant…

450 PEOPLE
Teamwork, qualification and people’s commitment make CMZ a little better every day.
3 LATHES/DAY
An average of 3 lathes per day leave our facilities and travel to all corners of the world.

HOME MADE
We are committed to a quality product whose manufacturing process is controlled at its maximum. We manufacture more than 80% of the parts that compose our lathes in our own facilities.

4.500 CUSTOMERS
More than 4.500 customers distributed worldwide have a CMZ lathe, a powerful, accurate and reliable machine with a life cycle of more than 20 years.

CLOSE TO YOU
We are a family business and we enjoy being close. The engineers of the after-sales department personally deal all the enquiries and requests that arrive daily at the S.A.T.
