Les questions essentielles pour réaliser correctement la maintenance d'un tour CN sont : quelles tâches sont réellement importantes, pourquoi suivre les recommandations du fabricant, quels points convient il de vérifier pour éviter les pannes… Ce guide officiel contient six recommandations techniques d'ingénieur(e)s de CMZ, constructeur de tours de 80 ans d'expérience, afin de prolonger la durée de vie de vos machines.

La maintenance est essentielle pour garantir la précision, la fiabilité de l'outil de production et sa durée de vie, et en optimisant au plus l’investissement.
Un entretien correct et assidu permet :
La maintenance d'un tour CNC associe des contrôles périodiques préconisés par le fabricant à de petites inspections préventives pouvant être réalisées quotidiennement ou chaque semaine. Ces actions permettent de détecter les problèmes avant qu'ils ne deviennent des pannes plus importantes.
Ci-après, six recommandations de maintenance préventive élaborées par l'équipe d'ingénierie de CMZ sur la base de son expérience directe en conception, fabrication et service aprés vente sur nos tours.

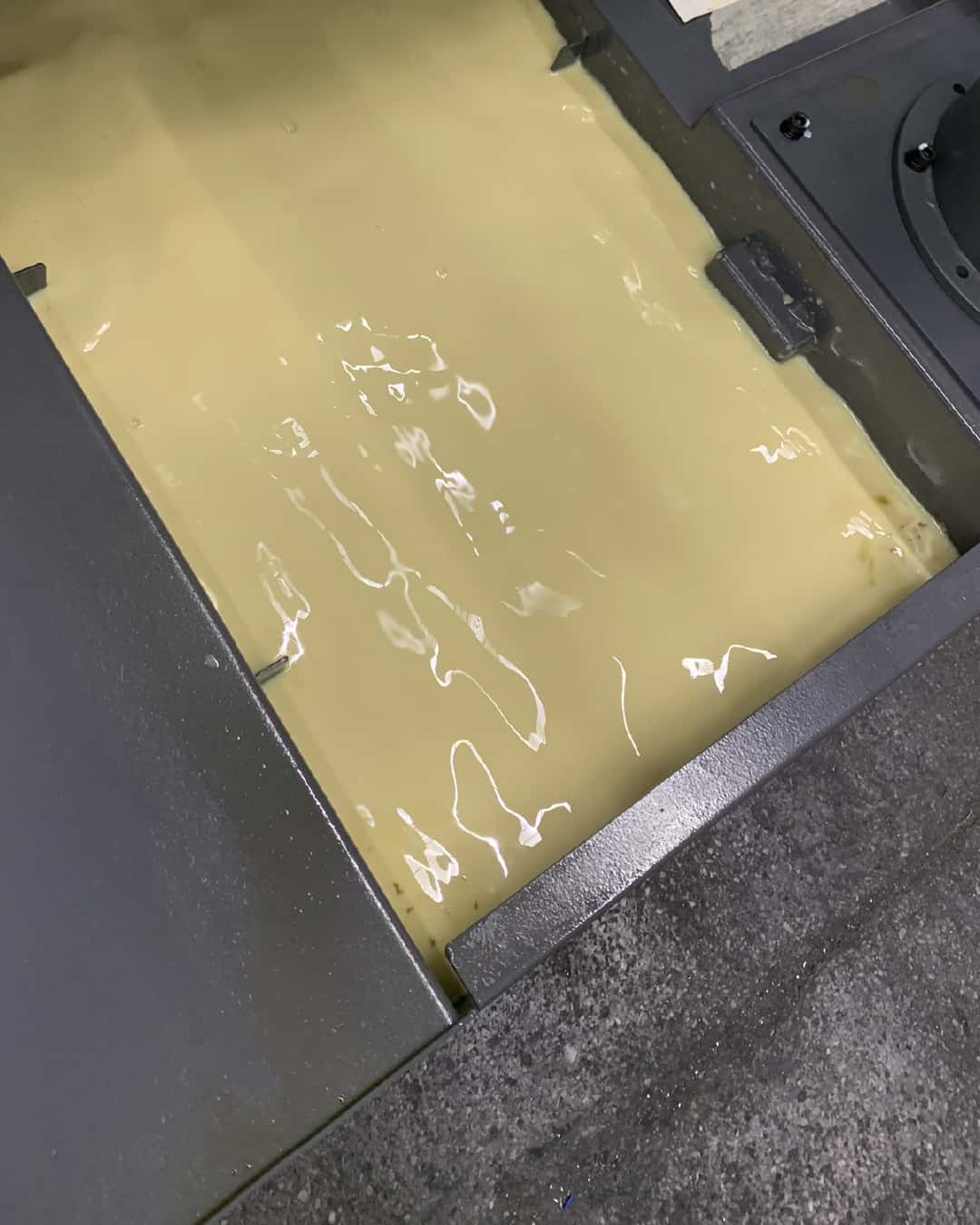
Le problème : l'utilisation de liquide d'arrosage incompatibles peut entraîner la dertergence des huiles de graissage de glissières, avec pour conséquence la perte de son pouvoir de lubrification et des composants mécaniques sans protection.
La solution : garantir une combinaison adéquate d'huile et d'émulsion qui ne nettoie pas les glissières graissées, assurant l'intégrité mécanique de la machine et sa lubrification optimale.
Un contrôle simple consiste à mélanger, dans une bouteille en plastique transparente, un demi-volume d'émulsion et un demi-volume d'huile de graissage de glissières. Après agitation, laisser reposer quelques minutes.
Si, au contraire, il en résulte un mélange homogène et émulsionné, il se peut qu'ils ne soient pas compatibles et il est recommandé de contacter immédiatement le fournisseur d'huile et d'émulsion afin de trouver une alternative.
Le problème : l'eau présentant une forte accumulation de calcaire obstrue les conduits et affecte la stabilité mécanique et hydraulique et donc le fonctionnement général de la machine.
Avec le temps, une partie du bain de liquide de coupe s'évapore. Lorsque cela se produit, les minéraux s'accumulent dans le mélange, augmentant leur concentration. Ces dépôts peuvent se déposer sur les guidages prismatiques de la machine, empecher le bon glissement des chariots d'axes et présenter un risque majeur pour la machine.
La solution : éviter des concentrations élevées de calcaire dans l'eau utilisée pour optimiser l'émulsion de coupe (huile soluble). L'excès de calcaire nuit à la fois au circuit d'arrosage et à la lubrification générale du tour.
Il est conseillé de mesurer régulièrement la dureté de l'eau. Dans les zones géographiques où l'eau est particulièrement dure, il existe des adoucisseurs industriels qui aident à maintenir les paramètres adéquats.

Le problème : travailler à froid à haut régime après une période d'inactivité provoque une usure prématurée et des dérives thermiques.
Les composants mécaniques se dilatent avec la chaleur. La précharge des roulements est calculée pour une température de service donnée. Si les axes commencent à travailler dans des conditions exigeantes alors que le tour est encore froid, la précharge ne sera pas adéquate, ce qui pourra générer une usure prématurée.
La solution : lors des arrêts prolongés normaux (week-ends, vacances ou ponts), il est recommandé d'exécuter un programme pour la mise en température avec rotation de la broche et déplacement des chariots d'axes.
Cette procédure permet :
Appliquer ce cycle tous les matins au démarrage de la machine à froid est recommandé, en commençant à bas régime et en augmentant progressivement la vitesse de rotation de la broche, des déplacement d'axes.

Le problème : la perte des origines machine après une mise hors tension prolongée (p. ex. vacances d'été) due à la décharge des batteries empêche le redémarrage immédiat.
Rétablir le système de coordonnées machine est complexe et tous les opérateurs ne sont pas en mesure de le réaliser correctement, même avec l'assistance de l'équipe après-vente. Cela se traduit souvent par la demande d'une intervention technique sur site.
La solution : en prévision d'un arrêt prolongé, il est essentiel de remplacer les batteries avec machines sous tension et de laisser les axes en position de référence. De cette manière, une mise en service sans erreurs de "perte du zéro" est garantie.
Même sans arrêt prolongé, il est important d'effectuer le remplacement des batteries chaque année comme l'indique le manuel de maintenance du tour.

Le problème : les copeaux fins qui s’infiltrent sous les protections endommagent les guidages, les vis à billes et les carters télescopiques. Les racleurs jouent un rôle de protection pour les carters et les guidages.
La solution : maintenir les racleurs en parfait état et nettoyer régulièrement les dépôts de copeaux sur les carters télescopiques afin d’en prolonger la durée de vie. Ils constituent la première barrière de protection et il est important d’effectuer un contrôle continu.
Lors du nettoyage, il convient d’être vigilant, car une mauvaise pratique peut aggraver les conséquences. Par exemple, l’utilisation d’air comprimé peut refouler les copeaux vers l’intérieur du tour, augmentant le risque de dommages. Utiliser un pistolet d’arrosage (liquide de coupe) est recommandé et, lorsque c’est nécessaire, le compléter par des brosses ou des pinceaux afin d’éliminer correctement les résidus.
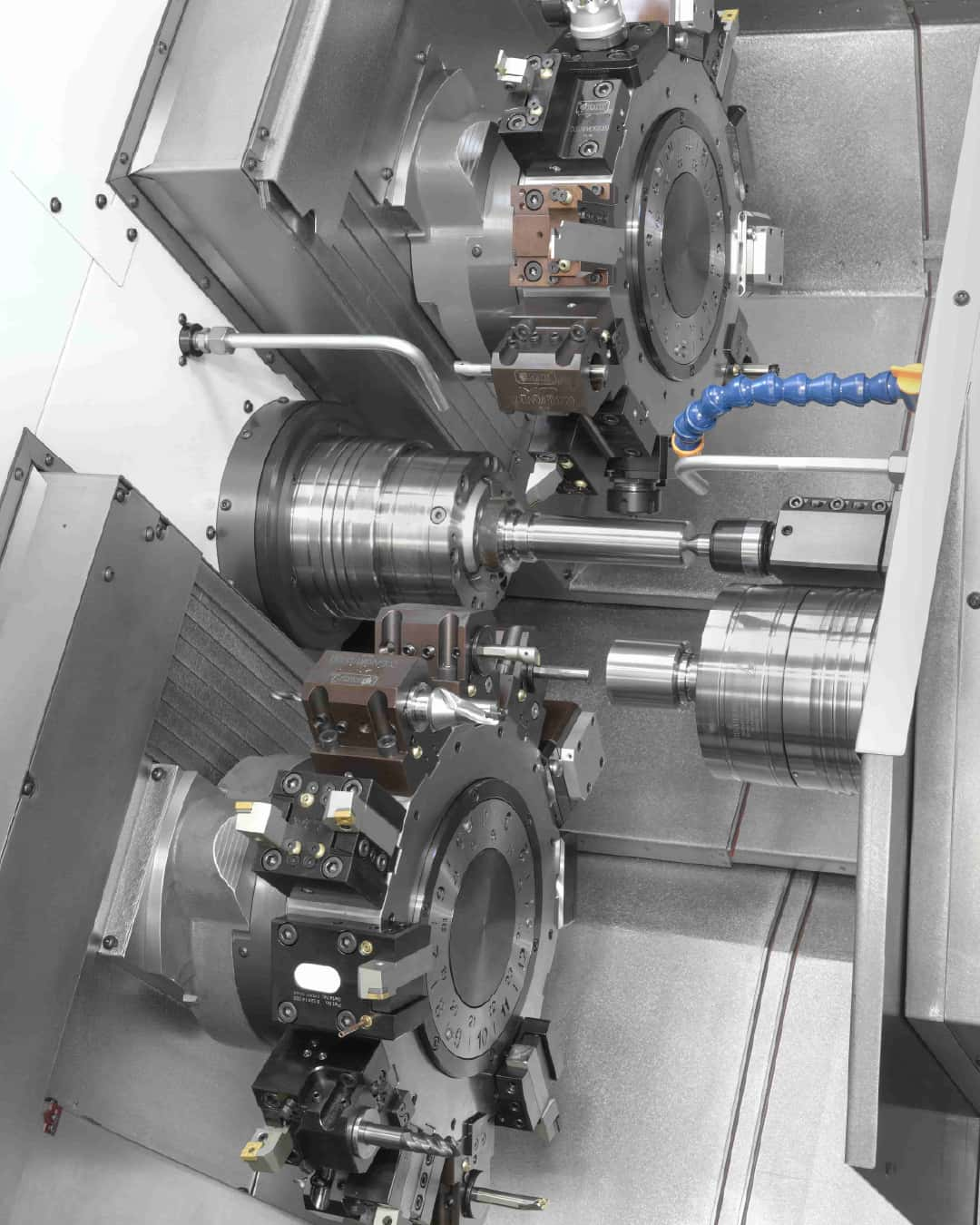
Le problème : les collisions ou une utilisation intensive peuvent faire dériver la géométrie des machines, en particulier sur les tours multitourelles. Travailler avec une tourelle désalignée met sous contrainte la vis à billes de l’axe X, provoquant des dommages aux roulements des paliers ainsi qu’à la vis à billes elle-même.
La solution : sur les tours multitourelles, il est conseillé de vérifier régulièrement l’alignement des broches et des tourelles afin de garantir un fonctionnement optimal mécanique. Il est recommandé d’effectuer un contrôle hebdomadaire de la géométrie du tour.
Pour faciliter cette tâche, les tours TTL sont livrés avec un outillage d’essai. Dans le cas d'un désalignement, il est impératif d’intervenir immédiatement en suivant les instructions décrites dans le manuel de maintenance afin de rétablir correctement la géométrie de la machine.
Conseil du fabricant : en cas de doute concernant les spécifications techniques, il est recommandé de contacter systématiquement notre Service d’Assistance Technique (SAT) officiel.
La fréquence de maintenance d’un tour CNC dépend de facteurs tels que la fréquence d’utilisation, les heures de fonctionnement et l’environnement de production. En règle générale :
Vous trouverez ci-dessous quelques-unes des tâches quotidiennes que les opérateurs peuvent effectuer selon le modèle de tour. Il est recommandé de consulter le manuel de maintenance correspondant pour connaître le détail de ces contrôles, ainsi que les intervalles et fréquences préconisés par le constructeur.
| Tâche | Applicable à |
| Graissage des moyens de serrage / des pièces | Tous les tours |
| Vérification du niveau d'huile hydraulique | Tous les tours |
| Vérification du niveau d'huile d'arrosage soluble | Tous les tours |
| Vérification du niveau d'huile de réfrigération des broches | Tous les tours |
| Vérification du niveau d'émulsion / liquide d'arrosage | Tous les tours |
| Vérification du ventilateur de la centrale hydraulique | Tous les tours |
| Vérification du ventilateur de l’échangeur de l’armoire électrique | Tous les tours |
| Vérification du ventilateur de la zone supérieure de la broche principale | Tous les tours |
| Vérification du ventilateur latéral de l’armoire électrique | Tous les tours |
| Graissage manuel de la lunette: appliquer la graisse avec un pistolet jusqu'à ce qu'elle régurgite. | TA, TD |
| Cassette à grilles de filtrage des copeaux pour lun premier nettoyage du liquide de coupe dans le bac et convoyeur | TTL, TTS |
| Graissage des mandrins | Gantry Loader |
| Contrôle du niveau de la centrale de graissage | Gantry Loader |
Remarque importante : les tâches quotidiennes présentées sont données à titre indicatif. Il existe de nombreuses autres actions de maintenance périodiques qui sont essentielles au bon fonctionnement de la machine. Pour garantir une maintenance complète et sûre, consultez toujours le manuel de CMZ et suivez ses recommandations spécifiques.
Dans le domaine industriel, il existe différents types de maintenance applicables à un tour CNC :
Après l’achat d’une machine, disposer d’une équipe qualifiée capable d’apporter une réponse rapide est très important. Lors de la planification de la maintenance, il convient d’accorder une attention particulière aux conditions suivantes du service technique :
Ces conseils ont été élaborés par l’équipe d’ingénierie de CMZ, fabricant européen de tours CN aprés plus de avec 80 ans d’expérience sur le marché. plus de 9 000 machines installées dans des environnements de production réels attestent de ces bonnes pratiques.
En complément de ces recommandations, CMZ met à la disposition de ses clients contrats de maintenance CMZ adaptés à différents besoins de production : ESSENTIALS, ADVANCED et PRO. Ces plans permettent d’assurer le bon fonctionnement du tour CN dans le temps.
Nous pensons que vous n’avez pas trouvé ce que vous recherchez. Nous avons de bonnes idées pour nos prochaines vidéos d'application, mais il nous manque quelque chose de fondamental pour les réaliser…