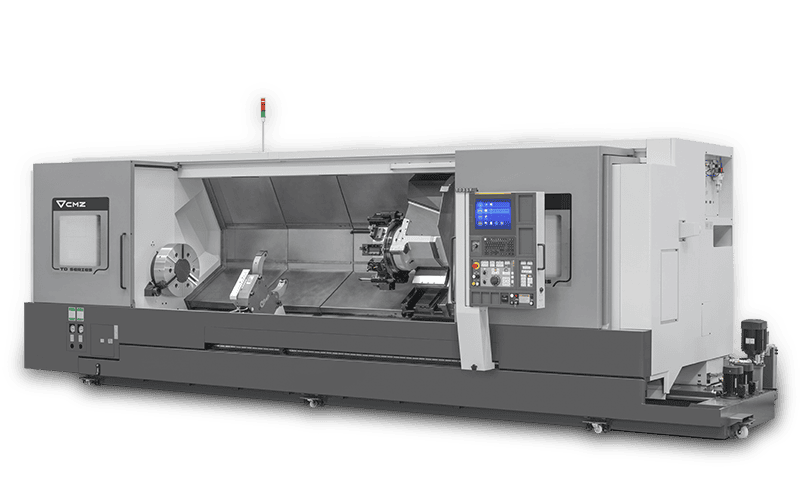
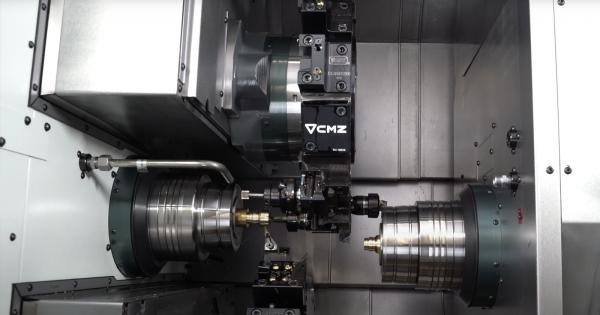
Precitor est le nouveau site d'usinage de pièces cylindriques de grande précision de CMZ, doté de plus de 2 000 m2 utiles avec un contrôle de température très stricte (+/- 1 ºC). C'est ici que sont fabriqués les axes d'entrainement de nos porte-outils tournants, en utilisant un tour à commande numérique bi-broches, multi-tourelles avec contrepointe. En outre, l'utilisation du portique de chargement type Gantry permet d'automatiser la production et de réduire considérablement la durée du cycle.
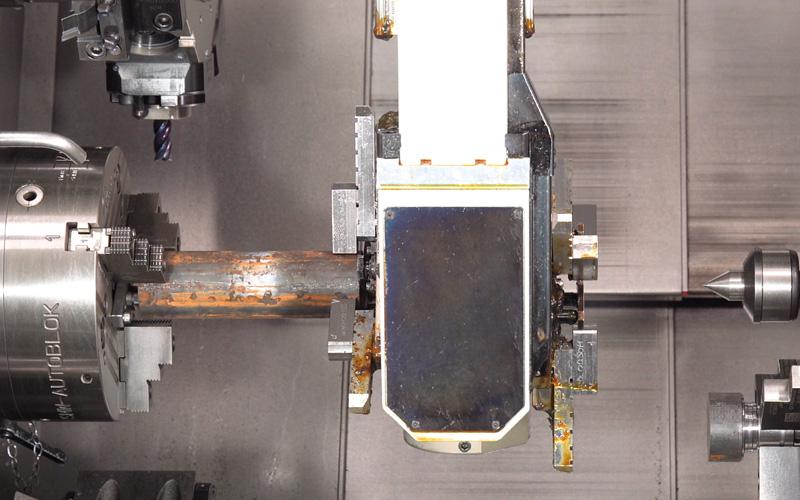
La fabrication de cet axe se déroule en plusieurs étapes. Nous commençons par les opérations de tournage, puis la cémentation (en ajoutant de la céramique au niveau de la portée des joints rotatifs), et enfin la rectification. Cette vidéo vous présente plus concrètement les étapes de l'usinage de cet axe sur un tour bi-broche bi-tourelle de la série TTL.
Les étapes du processus sont les suivantes :
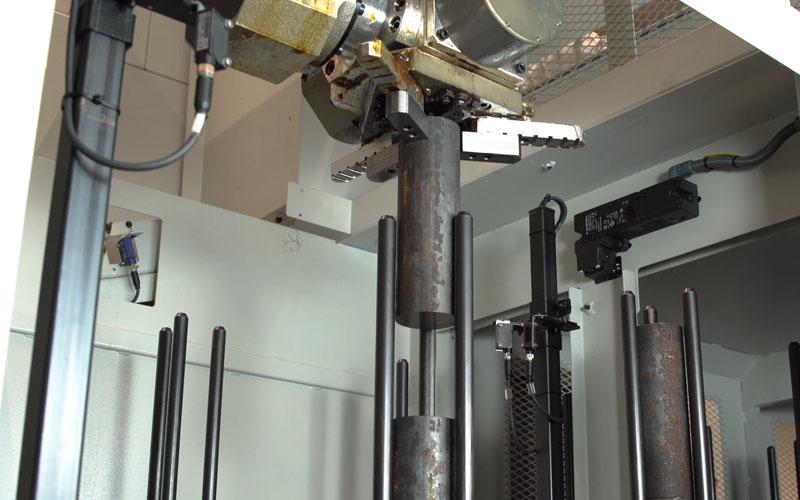
Le portique Gantry charge les pièces brutes du palettiseur vars la zone d'usinage.
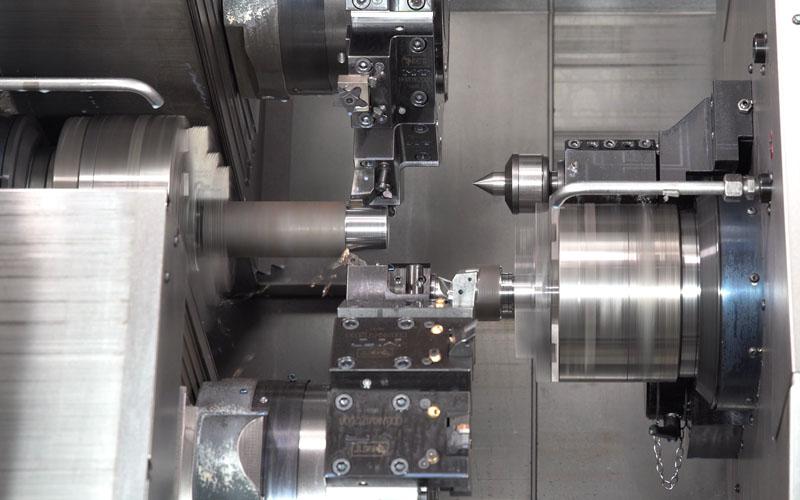
La pièce, très longue, est chariotée en utilisant la méthode du balance cutting (2 outils engagés simultanément) et percée simultanément sur la contre-broche.
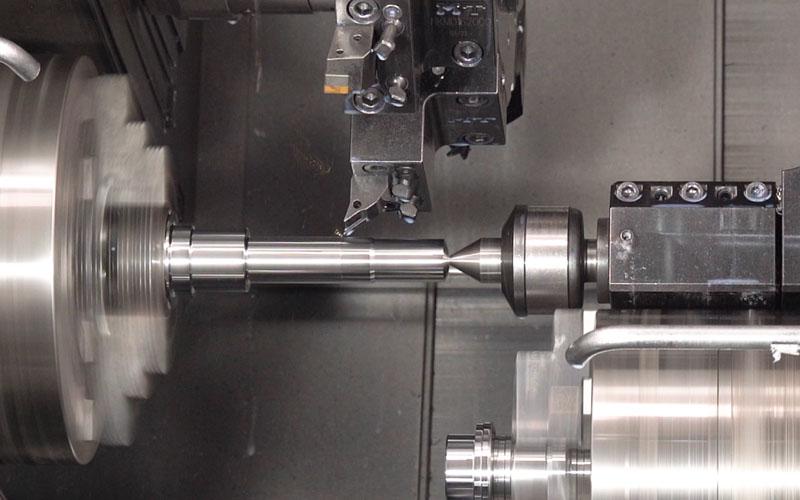
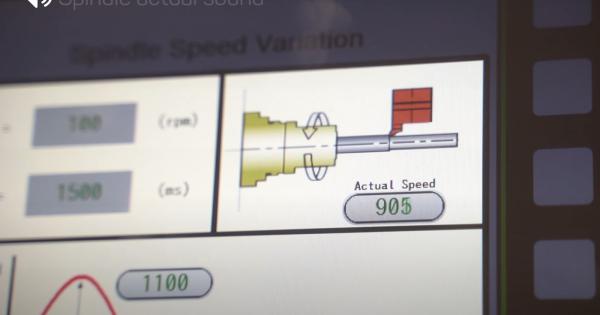
Les broches des tours CMZ sont dotées de roulements à rouleaux, ce qui réduit considérablement les vibrations. Cela permet de réaliser des opérations d'usinage assez éloigné du mandrin.
À l'aide de la contre-pointe, on réalise la passe de finition entre le mandrin et la pointe, tandis que la contre-broche termine la pièce. Une fois la pièce achevée, elle est évacuée sur une table de déchargement avec accès rapide par l'opérateur. Le portique de chargement est un équipement parfaitement adapté à l'automatisation des productions.
Découvrez le processus complet d'usinage d'un axe sur un tour multi-tourelles en utilisant une contre-broche munie d'une contre-pointe et avec un portique de chargement sur la vidéo suivante :









Au sein de ces fonctionnalités, on retrouve « l'usinage par superposition » (superimposed). Le mouvement mentionné précédemment en X et Z permet d'usiner simultanément avec 3 outils de coupe même si la machine a deux tourelles. La signification de la superposition est que le mouvement de la tourelle…
L'apparition de vibrations pendant le tournage dégrade l'état de surface de la piece et diminue la durée de vie des outils. Il faut à tout prix éviter ce phénoméne et cela n'est pas toujours si simple. La géométrie de la pièce peut nous contraindre à usiner avec des porte-outils déportés,…

La matiére prémiere est une part importante du coût de la pièce. Or, pour éviter de perdre trop de matiére aussi infime soit-elle pendant le tronçonnage, les lames sont généralement fines et longues, ce qui peut entraîner des vibrations, voire dans certains cas, une mauvaise qualité…

Lorsque la géométrie de la pièce le permet, il est alors possible d'usiner avec 4 outils simultanément comme si cela était un process à double coupe simultanée. Une des tourelles et la contre-broche (OUTIL 1+OUTIL 2) seront programmés avec la fonction de superposition et l'autre tourelle sera…
Notre service applications peut étudier le meilleur process à réaliser et vous proposer l’étude de votre pièce pour vous aider à réduire les temps de cycle.
Nous pensons que vous n’avez pas trouvé ce que vous recherchez. Nous avons de bonnes idées pour nos prochaines vidéos d'application, mais il nous manque quelque chose de fondamental pour les réaliser…