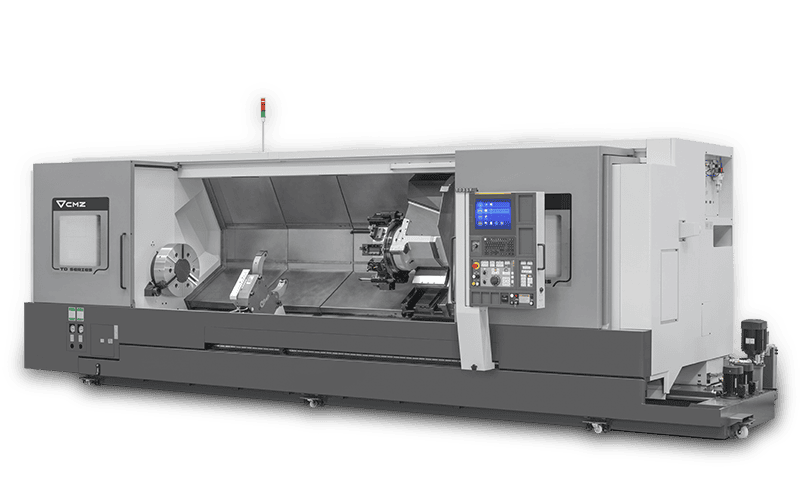
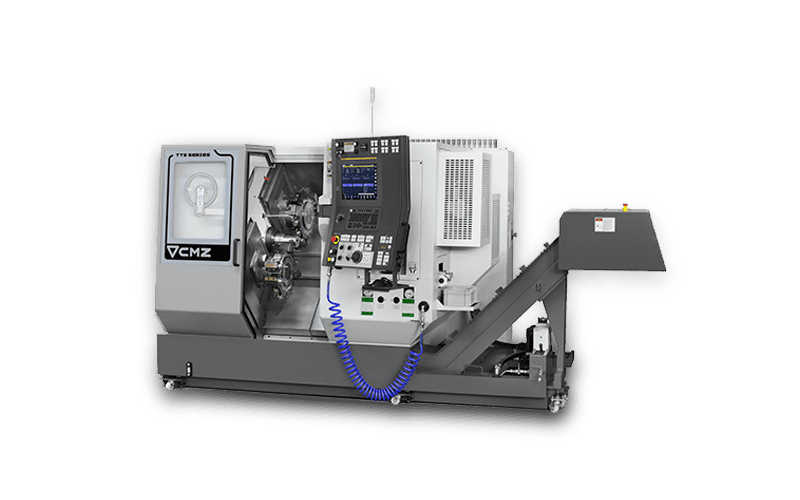
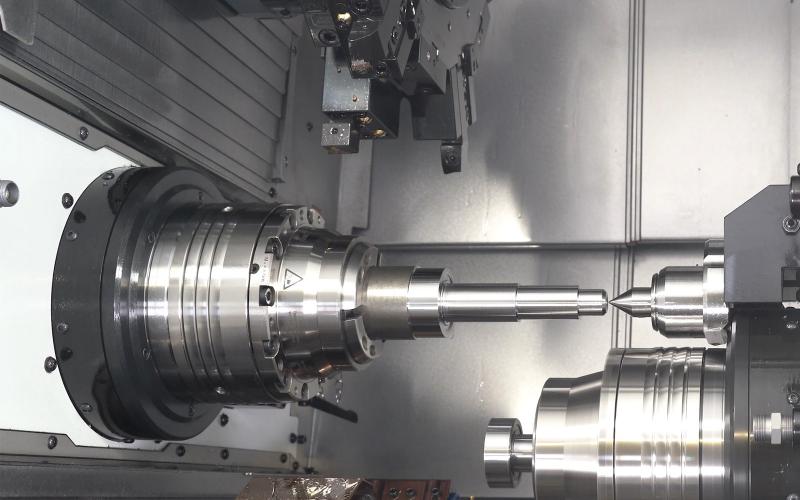
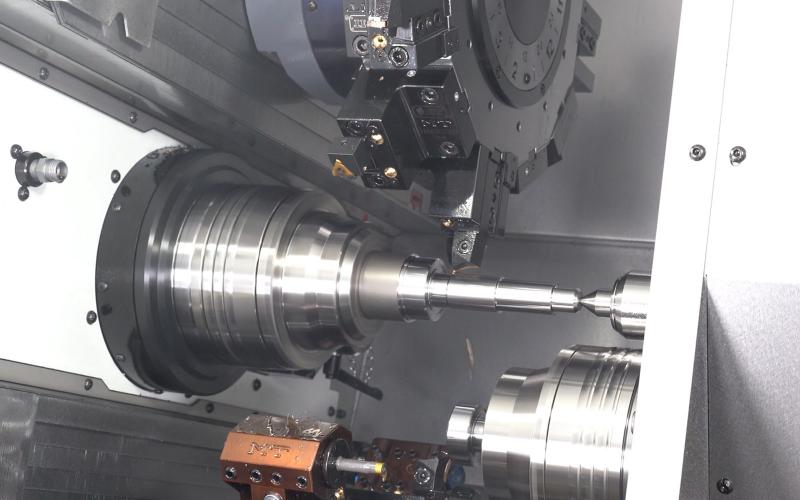
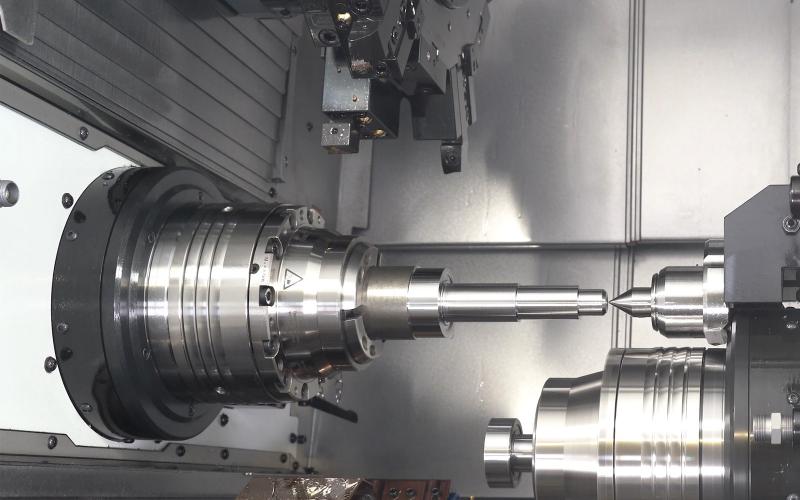
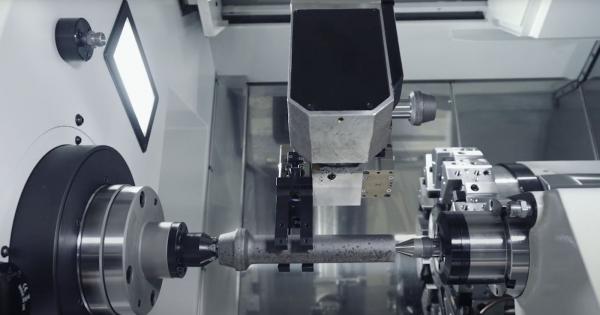
De plus, la configuration de la contre-pointe sur nos séries TTL ou TTS est plus flexible que sur les séries TA ou TD car le client a la possibilité d'utiliser une broche, une contre-broche et une contre-pointe en même temps. De cette manière, les clients peuvent traiter une partie de la pièce dans la broche principale avec la tourelle supérieure et la contre-pointe engagée, tout en usinant l'autre partie dans la contre-broche avec la tourelle inférieure. Ainsi, l'usinage avec contre-pointe sur un tour TTL ou TTS réduit le problème de vibrations sur les pièces longues, et permet aux clients d'optimiser leur process. Évidemment, lorsqu'une seule broche est nécessaire ou que des pièces de grand diamètre doivent être usinées, les machines TA ou TD avec contre-pointe sont également une très bonne option.
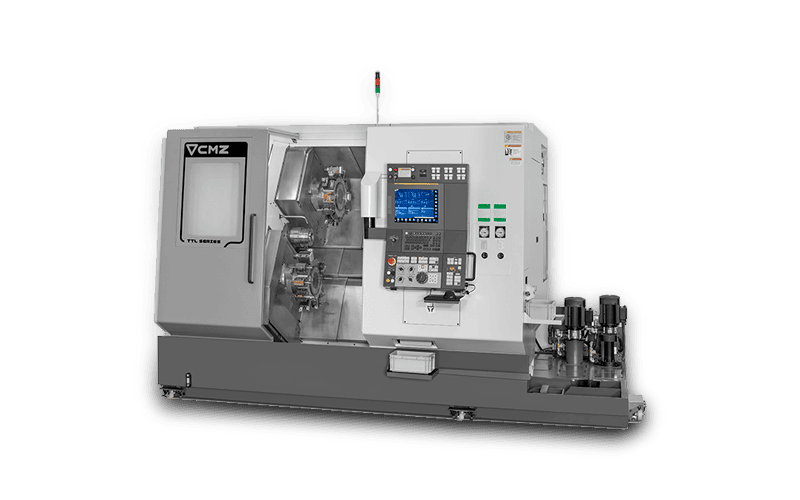
Trois possibilités s'offrent à vous pour l'utilisation de la contre-pointe sur les machines TTL ou TTS. Les deux premières sont les configurations standard sur ce type de machines, à savoir une contre-pointe au-dessus de la contre-broche et utilisation avec l'axe X3, et avec deux options de longueur, version courte et longue. La troisième option serait d'inclure une contre-pointe à ressort sur l'une des tourelles et la positionner afin d'agir comme contre-pointe pendant que la pièce est usinée avec l'autre tourelle. Ce serait l'option la moins efficace car la tourelle qui porterait le porte-outil « contre-pointe » ne serait pas utilisée pour l'usinage. En conclusion, l'usinage avec une contre-pointe sur un tour TTL est une option très performante du fait de l'utilisation des deux broches, et de la contre pointe en même temps avec les deux tourelles.
L'apparition de vibrations pendant le tournage dégrade l'état de surface de la piece et diminue la durée de vie des outils. Il faut à tout prix éviter ce phénoméne et cela n'est pas toujours si simple. La géométrie de la pièce peut nous contraindre à usiner avec des porte-outils déportés,…

La matiére prémiere est une part importante du coût de la pièce. Or, pour éviter de perdre trop de matiére aussi infime soit-elle pendant le tronçonnage, les lames sont généralement fines et longues, ce qui peut entraîner des vibrations, voire dans certains cas, une mauvaise qualité…
Solution pour automatiser votre process d'usinage d'arbres. Notre portique de chargement GL20II combiné au palettiseur WS700 pour arbres vous permet de laisser vos machines sans surveillance. Vous pouvez avoir plusieurs pièces sur chaque ligne de support du palettiseur jusqu'à 700 mm de longueur.…

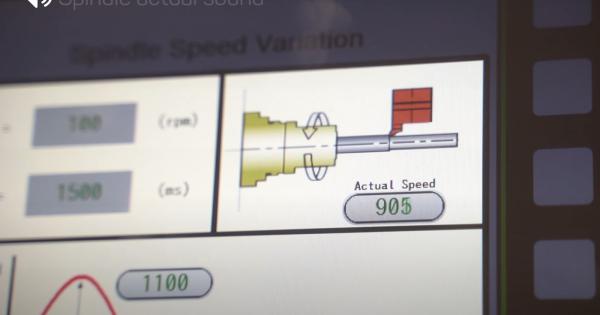
Un des aspects les plus critique dans beaucoup de procédés d'usinage machine est la gestion des copeaux. Des copeaux longs et emmêlés sont principalement générés lors des opérations de tournage du à des conditions de coupe constante. Cette problématique nécessite un changement des conditions…
Notre service applications peut étudier le meilleur process à réaliser et vous proposer l’étude de votre pièce pour vous aider à réduire les temps de cycle.
Nous pensons que vous n’avez pas trouvé ce que vous recherchez. Nous avons de bonnes idées pour nos prochaines vidéos d'application, mais il nous manque quelque chose de fondamental pour les réaliser…