In this video we show how to solve a common problem when machining ST52 material: the generation of long, difficult-to-break swarf.
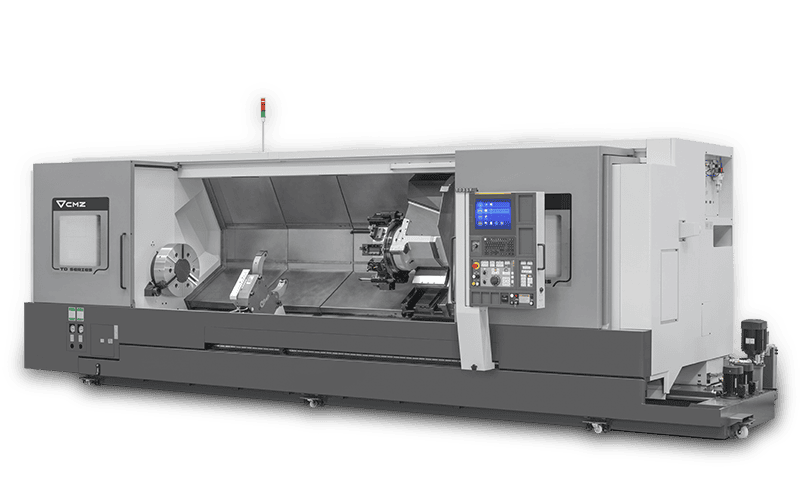
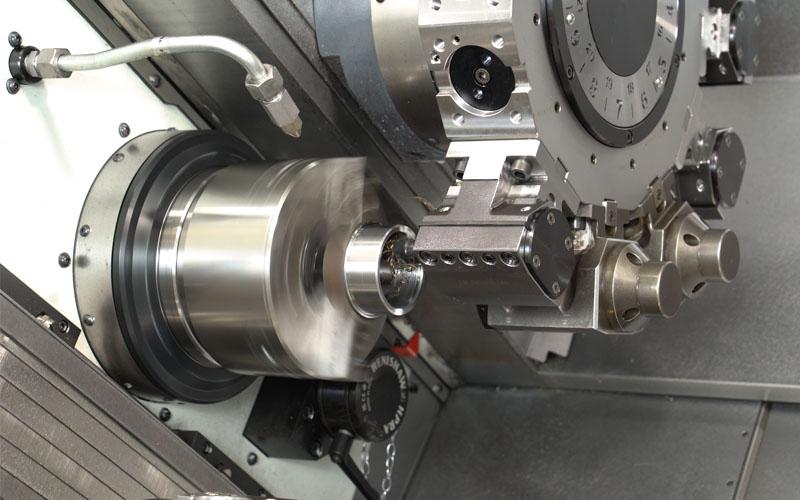
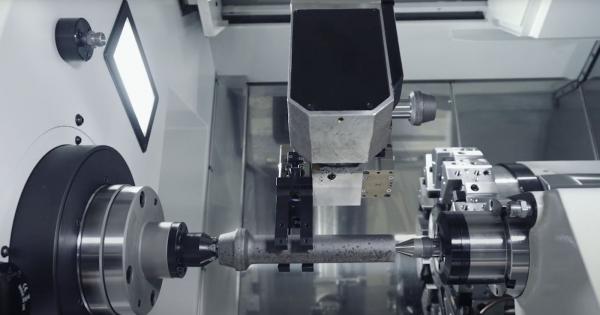
The part is an adaptor used to connect the drawbar of our CMZ lathes to the chuck, allowing the jaws to open and close. Without controlled swarf breakage, automation via Gantry Loader becomes difficult. Thanks to oscillation cutting for threading, we eliminate swarf bird's nests and keep production flowing.
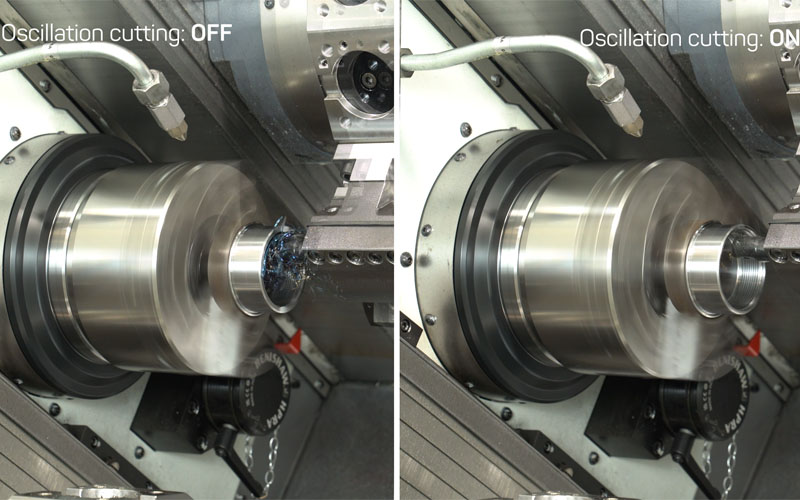
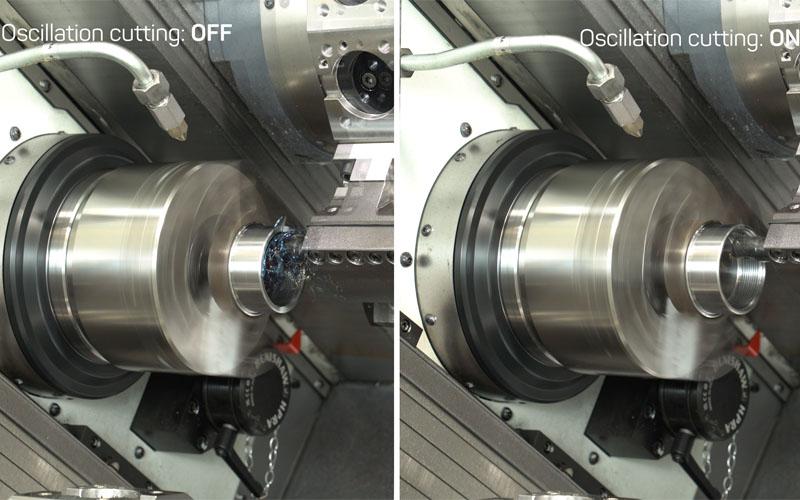
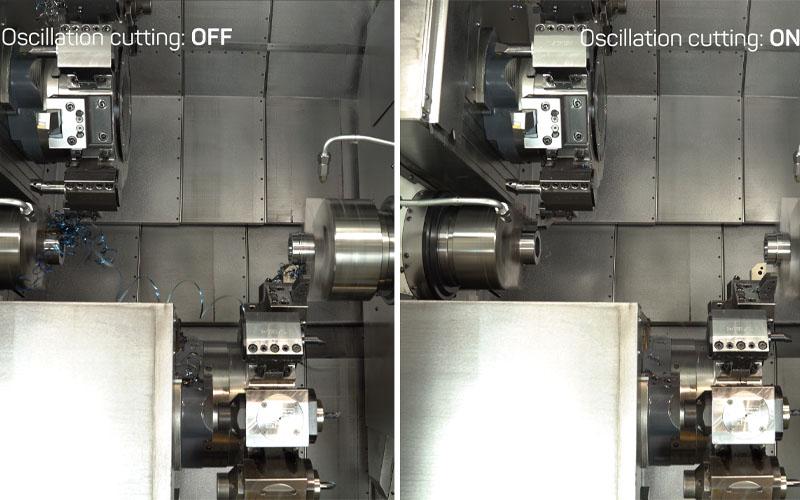
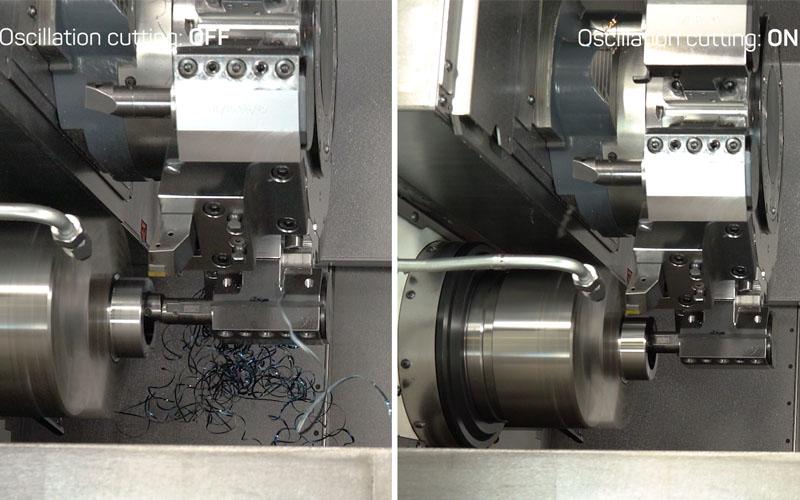
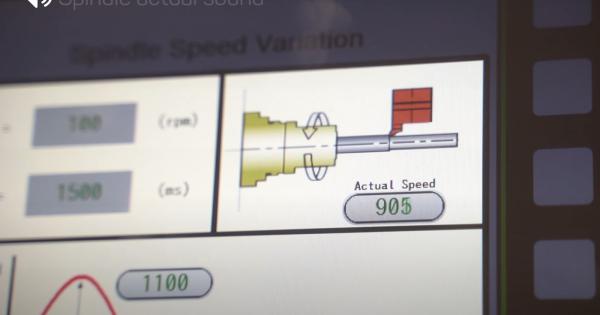
Oscillation cutting for threading (OCT) is a machining function that uses sinusoidal oscillation of a servo axis to facilitate swarf breakage during threading.
This technique lets you retain the G76 threading cycle, avoiding the complex programming required by other CAM solutions or by those from tool manufacturers.
While the X-axis oscillates in the cutting direction, the tool movement is synchronised with the spindle rotation. At this point an air cut occurs, causing the swarf to break in a controlled manner.
Therefore, the cycle combines two types of pass:
When swarf does not break during turning, grooving or threading, it forms tangles that:
Avoiding this problem is essential, especially in automated processes.
It's very simple: just enable the option with a G-code before the threading cycle and disable it afterwards. You can use the ISO G76 cycle.
Advantages:
Considerations:
With oscillation cutting for threading, CNC turning operations reach a higher level of efficiency, safety and automation. In our video you can see how this technique enables machining ST52 without swarf issues, optimising time and resources in your workshop.
In addition, download our technical document with programming tips to make the most of this functionality.
Discover all the programming tips with this free downloadable








Chatter must be avoided at all costs. Chatter not only produces a poor surface finish on diameters but also seriously limits tool life. Long slender shafts, extended boring bars, thin walls and so on, can present real challenges. Spindle Speed Variation function allows the spindle speed to fluctuate…

Material is a considerable percentage in component cost. In order to avoid large material waste on the cut off, the blades are usually very thin and long, which often lead to vibrations and bad surface finish. The only solution is to reduce the tool overhang to minimise the effect; however, the…
A solution to automate the process of machining shafts in your CNC lathe. Our GL20II gantry loader system combined with the WS700 workstocker for shafts allows you to leave you machines running unmanned. You can have several parts in each line up to 700mm. Controlling the robot is very easy and you…

One of the most critical aspects in many machining processes is chip formation. Long and entangled chips are formed mainly in turning operations due to constant cutting conditions. This issue requires changes in the process; such as modifying machining parameters or changing tools to get into a safer…
Our applications department can analyse in detail the process to be carried out and offer you a part study helping you to reduce cycle times.
We suspect that you have not found what you are looking for. We have some great ideas for our next application videos, but we would also like to find out your opinion on...